[VIP第1年] 指数:3
[VIP第1年] 指数:3
在铣削带方肩的平面时选用 90°主偏角。该类刀具通用性好,在单件、小批量加工中选用。由于该类刀具的径向切削力等于切削力,进给抗力大,易振动,因而要求机床具有较大功率和足够的刚性。在加工带方肩的平面时,也可选用88°主偏角的铣刀,青岛数控切削刀具。较之90°主偏角铣刀,其切削性能有一定改善。90°方肩铣刀进行平面铣削的情况也十分常见。在某些情况下,青岛数控切削刀具,这 种选择有其合理性。铣削的工件形状不规则,或铸件表面会导致切深量发 生变化,方肩铣刀可能是比较好选择。但在其他情况下,选用标准的45° 面铣刀可能会获益更多。,青岛数控切削刀具。如果切断刀的圆角处提前磨损,那么就是说明刀片安装错误,刀片的一边比另一边承受更大压力。青岛数控切削刀具
2019年,京瓷面向中国市场,开发了12角规格铸铁加工用刀盘——MFXN55。MFXN55以铸铁加工为主,也可进行钢加工。采用螺丝锁紧方式,摒弃了以往压板式紧固的方式,确保足够的排屑空间。总结来说,京瓷MFXN55刀具具有以下特点:1.主偏角55°;2.采用渐变前角切刃;3.双面12刀尖式样;4.密齿、超密齿2种类型展开。MFXN55问世后,经过了一段时间的使用,京瓷刀具收到了许多测评。案例一:为测试55铣刀的寿命,本次测试使用了某国产品牌刀具与京瓷MFXN55进行比对,在同样切削参数下,55铣刀的寿命可达2倍。案例二:本次测试使用了某欧美品牌刀具与京瓷MFXN55进行比对,测试结果显示,使用55铣刀时,线速度及每齿进给提高,鉴于55铣刀可用刀尖较多,性价比更高且寿命比客户现用产品略高。案例三:在进行面铣加工、断续加工时,对于刀具抗崩性有一定要求。经测试,京瓷MFXN55寿命为30件/刃,在提高效率的同时还提升了50%的刀具寿命。青岛数控切削刀具刀盘设计为内冷结构,确保良好的冷却和排屑效果。
山高刀具推出了创新型桶形刀具,专为大步距而设计,帮助您更快地精加工不锈钢和高温合金零件。对钛合金、沉淀硬化钢和不锈钢等坚韧材料进行精加工可能需要较慢的切削速度和多种刀具槽型,从而导致加工周期较长。使用山高刀具新推出的桶形整体立铣刀,无需加快主轴速度,即可加快这些耗时的加工过程。借助5轴机床,这些创新的弧形立铣刀槽型允许更大的步距,从而减少精加工操作所需的走刀次数,可使精加工速度比传统球头立铣刀快80%。山高全新的桶形刀具采用创新的“锥形”或“桶形”槽型,具有10°的前角和20°螺旋角,可大幅增加步距,从而帮助您实现更快、更可靠的精加工操作。同时,先进的CAD/CAM系统以及为使用这些刀具而构建的新插件让加工性能更出色。通过5轴机床运动,山高刀具的切削轮廓可以始终以适当的角度与零件表面保持啮合。
容仁精密机械(山东)有限公司专业从事数控刀具的技术服务及代理销售。公司位于美丽的海滨城市山东省青岛市,是山特维克、京瓷、三菱、日立、住友等品牌的授权代理商。公司代理销售的数控车削刀具、铣削刀具、钻头、丝锥、刀柄、刀杆、以及非标设计定制产品,主要应用于航空工业、轨道交通、汽车、能源、精密电子、精密模具等行业。自公司创建以来,始终以引进世界金属切削刀具与刀具系统并做好全方面的售前及售后服务作为公司的基本方针,为您提供更高效完善的技术解决方案。利用这款铣刀,可以在粗加工时获得高精度和高表面质量,同时功耗更低,节省了刀具的成本。
由于过多的热量和压力所导致的切削刃扭曲。刀片在前刀面以及刀尖半径周围出现下卷的现象。刀片也在前刀面后卷处隆起,第二个隆起直接位于刀具后刀面的卷曲处。如果任其发展,热变形会导致切削刃断裂。热变形是由切削刃高温和高压共同作用的结果。过高的速度加上坚硬或坚韧的工件材料会产生足够的热量,使切削刃的热硬度发生改变。此外,过高的进给速度和切削深度共同作用产生出足够的力使软化的切削刃变形。由于铸造、锻造或热处理,有些工件可能有外部锈层,这主要是由氧化物组成并且通常很坚硬。加工过程中,该坚硬的外层会导致加速磨损,并在切深处形成缺口。通过检查产生的切屑判断刀具是否安装垂直,如果切出来的废屑呈现长丝状流向一侧,那么安装就是有问题了。青岛数控切削刀具
对于铝合金材料的加工,山高刀具的密齿可调刀夹的PCD精加工面铣刀性能优异。青岛数控切削刀具
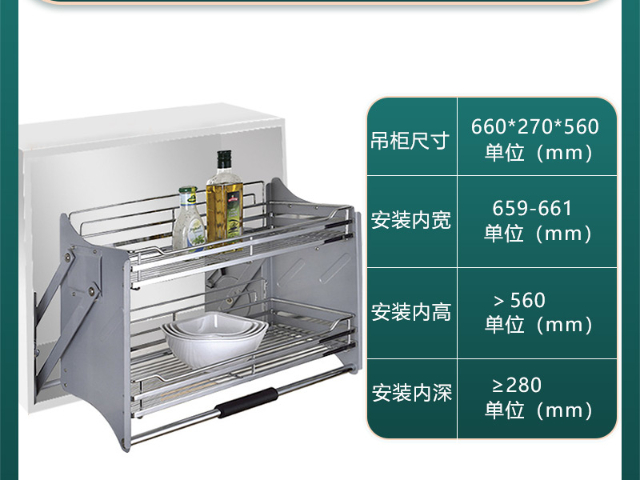
标准可转位面铣刀直径规格为Φ16~Φ630mm。铣刀的直径应根据 铣削宽度、深度选择,一般铣前深度、宽度越大,铣刀直径也应越大。粗铣时,铣床铣刀直径要小些;精铣时,铣刀直径要大些,尽量包容工件整 个加工宽度,减小相邻两次进给之间的接刀痕迹。在对大型零件进行面铣加工时,都是使用直径较小的铣刀,这就为提高生产率留下了很大余地。在理想情况下,铣刀应有70%的切削刃参与切削。 用铣刀铣孔时,刀具尺寸变得尤为重要。相对于孔径而言,铣刀的直径太小,则加工时可能会在孔的中心形成 一个料芯。当料芯落下时,可能会损坏工件或刀具。铣刀直径过大,则会损 坏刀具本身和工件,因为铣刀不在中心切削,可能会在刀具底部发生碰撞。青岛数控切削刀具
文章来源地址: http://wjgj.yiqiyibiao.chanpin818.com/jiajuwujin/deta_10653584.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。